 電話:13759933313
電話:13759933313 郵箱:
郵箱: 地址:西安市鄠邑區沣京工業園沣四路9号(表面精飾⭐園)
地址:西安市鄠邑區沣京工業園沣四路9号(表面精飾⭐園)










湖州浩达包装机械集团(WAP站)
西北地區金屬表面處理專業服務商
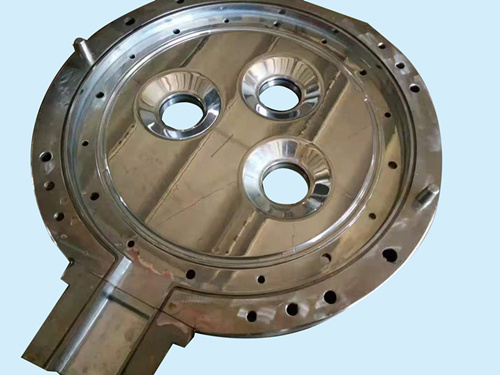
鍍鋅鈍化膜脫落的原因及工藝控制
鍍鋅是金屬防腐處理的常用方法。西安電鍍鋅用途鍍鋅層經彩色鈍化後,耐蝕性提高。彩色鍍鋅鈍化🤩膜中六價🙇♀️鉻較多,可自動修複破損的鈍化膜。因此,彩色鍍鋅👄鈍化🏃♂️工藝被廣泛應用于生産中。目前采用低鉻⚽或三價鉻鈍化工藝。西安電鍍鋅由于低鉻鈍化工藝的浸泡時間較長,隻有當活化劑和🚶♀️酸度❗的比例合适時,才能獲得與高鉻鈍化相同的🔞顔色。否則顔色變淺,導緻外觀不良,鍍鋅鈍化🏃膜容易脫落。

鍍鋅鈍化膜脫落的原因如下:
1.鈍化時間。低鉻鈍化液酸度低,溶液中形成鈍化膜。因此,在💃正常情況下,鍍鋅鈍化膜的質量與鈍化時🏃♂️間有✂️關。随着鈍化時🧑🏽🤝🧑🏻間的延長,薄膜顔色的變化規律為淡黃色、金黃色、彩💔虹色、綠色、橄榄色、卡其色。西安電鍍鋅用途膜越厚,顔色和附着力越差,膜容易脫落,需要根據零件🔅的💜大小和數量掌握鈍化時間。這對于正常情況下避免脫模非常重要。2.鈍化前的清潔。光亮鍍鋅多用于鍍鋅,溶液中添加的添⭐加劑較多。這些有機物質混合⭐在塗層中或附着在塗層表面,如果清洗不幹淨會導🔱緻不良後果。3.電鍍前的預👣處理。由于電鍍前處理過🌈程中油污、氧化皮等污垢去除不徹底,導緻局部鍍層附着力不好,導緻鍍💞鋅鈍化膜脫落。4.電鍍液不穩定。由于工藝控制不當,電👈鍍液不穩定。陰、陽極局部導電性差;由于鍍液維護不及時🈚,塗層疏松、多孔、局部發✨黑。西安電鍍鋅加工5.光亮劑控制不當。光亮劑不是根據霍爾電池測試補充的🐉,也🧑🏾🤝🧑🏼不是按照少功原理操作的。因此,如果塗層中🈚混入過多的有🌈機物,塗層會過于光滑,鍍鋅鈍化膜的附着力🍉會減弱而脫落。塗層中有機物質太多。鈍化過程中,由于薄膜先溶解,有機物質暴露出來,夾雜物隔離零件表面💯,導緻薄膜脫落。
防止鍍鋅鈍化膜脫落的工藝控制:1。控制活化劑與鉻酸酐🐅的比例。鈍化液老化或成分不當,即硫酸根或氯離子過多,成膜過快,膜厚和時間難以控制。西安電鍍鋅加工膜厚容易脫落,因此硫酸鹽在低鉻鈍化中的影響嚴重。正常運行時,加入硫酸鹽代替硫酸。如果硫酸🌈過多,加入少量碳酸鎖或熟石灰,然後用硝酸調節pH值至1.5左右。同時,如果鈍化液中鋅過多,溶液會老化,鈍化膜容🐪易脫落或起霧。此時應進行再生或更新,不應加入鉻酸,以免鉻酸濃度增加而失去低鉻鈍化的意義。2.過程條件控制。pH值低,成膜快,但易脫落;pH值高,但顔色差,但容易起霧。但是如果pH值過低,膜會變黑,所以一般來說,pH值應該控制在1-2之間。西安電鍍鋅加工溫度高,成膜快,膜厚松散,但容易脫落;溫度低,薄膜薄,鈍化時間長,成膜慢,但附着力好。因此,通常在室溫下進行,冬季控制在15-30℃。
看完這篇文章還有什麼需要了解的歡迎閱讀官網或來🎯電咨詢。
·
 當前位置:
當前位置:

 熱門推薦
熱門推薦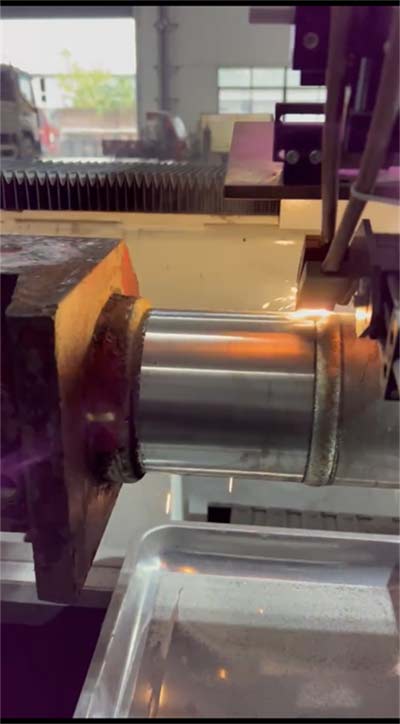


 您有2條未讀詢盤信息!
您有2條未讀詢盤信息!




